

团体标准
武夷红茶冲泡品鉴茶具
T/WCGH 001-2023

1、范围
本文件规定了武夷红茶冲泡品鉴茶具的术语和定义、产品分类、技术要求、测定方法、检验规则和标志、包装、运输、贮存等。本文件适用3.1规定的武夷红茶冲泡品鉴茶具。
2、规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅所注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 2828. 1 计数抽样检验程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划
GB/T 2829 周期检验计数抽样程序及表(适用于对过程稳定性的检验)
GB/T 3298 日用陶瓷器抗热震性测定方法
GB/T 3299 日用陶瓷器吸水率测定方法
GB/T 3300 日用陶瓷器变形检验方法
GB/T 3301 日用陶瓷的容积、口径误差、高度误差、重量误差、缺陷尺寸的测定方法
GB/T 3302 日用陶瓷器包装、标志、运输、贮存规则
GB/T 3303 日用陶瓷器缺陷术语
QB/T 3729 玻璃容器 冠形瓶口尺寸
GB 4806.1
食品安全国家标准 食品接触材料及制品通用安全要求
GB 4806.4 食品安全国家标准 陶瓷制品
GB/T 9987 玻璃瓶罐制造术语
GB/T 5000 日用陶瓷名词术语
GB/T 15608 中国颜色体系
GB 17762 耐热玻璃器具的安全要求
GB 31604.24 食品安全国家标准食品接触材料及制品镉迁移量的测定
GB 31604.34 食品安全国家标准食品接触材料及制品铅的测定和迁移量的测定
DB35T 1228 地理标志产品 武夷红茶
DB35/T 1546 红茶冲泡与品鉴方法
3 术语和定义
GB/T 5000、GB/T 9987、DB35T 1228、DB35/T 1546中确立的以及下列术语和定义适用于本文件。
3、术语和定义
GB/T 5000、GB/T 9987、DB35T 1228、DB35/T 1546中确立的以及下列术语和定义适用于本文件。
3. 1 武夷红茶冲泡品鉴茶具
适用于武夷红茶冲泡品鉴的专用白色上釉瓷质器具与玻璃器具。
3. 2 冲泡容器
武夷红茶冲泡容器主要包括盖碗和茶壶,可选其一使用即可。
3. 2. 1盖碗
武夷红茶冲泡品鉴茶具主要组件之一,专门用于武夷红茶的品鉴冲泡。
3. 2. 2 茶壶
武夷红茶冲泡品鉴茶具主要组件之一,可选配,专门用于武夷红茶的品鉴冲泡。
3. 3 茶海
武夷红茶冲泡品鉴茶具主要组件之一,专门用于均衡茶汤浓度、分茶。
3. 4 品茗杯
武夷红茶冲泡品鉴茶具主要组件之一,专门用于武夷红茶的品鉴。
4、技术要求
4. 1 吸水率
产品吸水率不大于0.5%。
4. 2 抗热震性
产品自180℃至20℃热交换一次不裂。
4. 3 铅、镉迁移量
铅、镉迁移量应符合GB 4806.4规定。
4. 4 产品规格
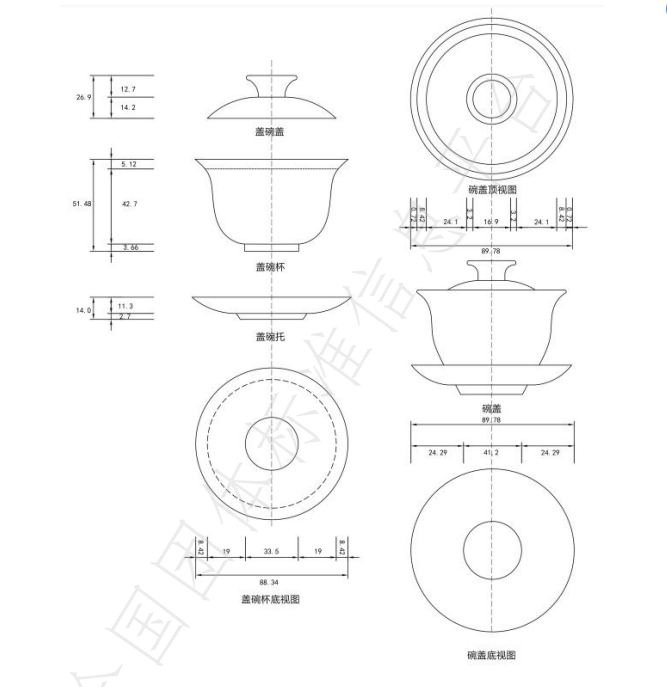
4. 4. 1 盖碗容积及主要尺寸
陶瓷材质,容积130ml,盖碗杯呈倒钟型,高51.48mm,上口外径88.34mm;盖碗盖外径71.5mm,盖碗托外径88.34mm,形状及尺寸如下图,单位为毫米(mm)。
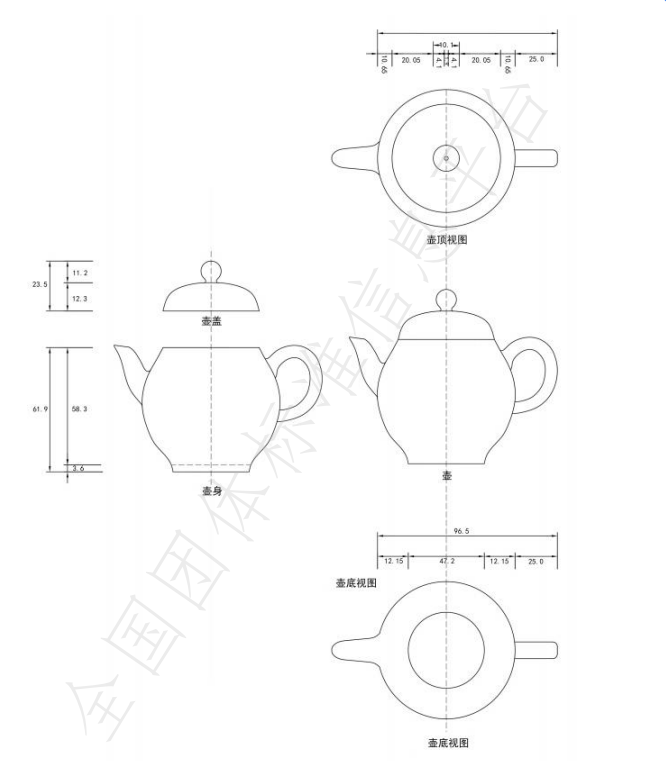
4. 4. 2 茶壶容积及主要尺寸
陶瓷材质,容积150ml,呈葫芦型,高85.40mm,上口外径50.00mm;壶盖外径50.00mm,形状及尺寸如图,单位为毫米(mm)。
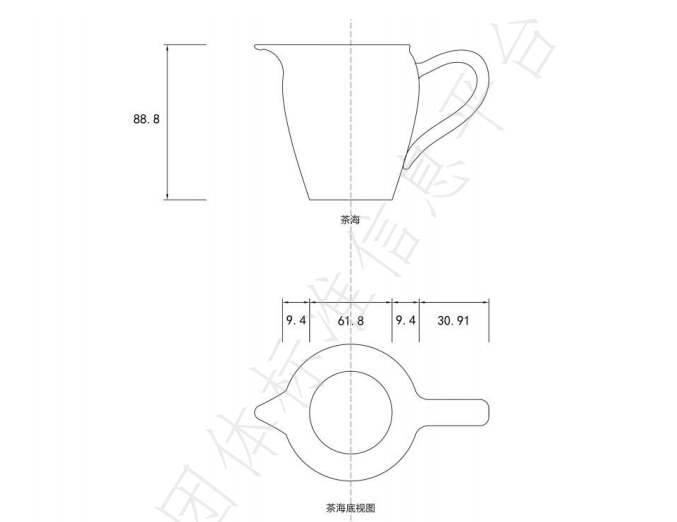
4. 4.3 茶海容积及主要尺寸
玻璃材质,容积300ml,高88.8mm,上口外径80.6mm,形状及尺寸如图,单位为毫米(mm)。
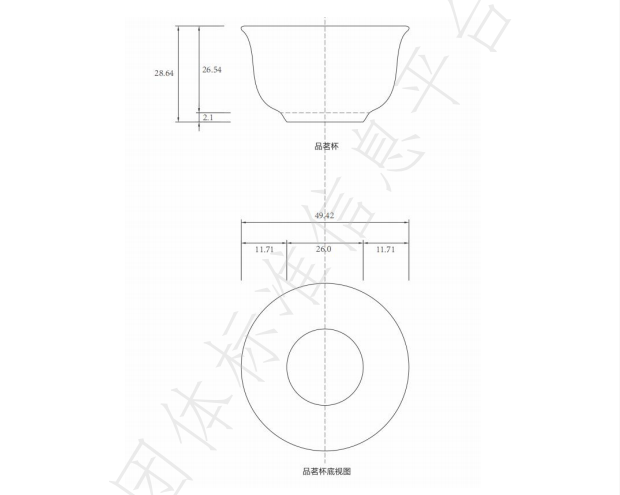
4. 4. 4品茗杯容积及主要尺寸
陶瓷材质,容积30ml,呈倒钟型,高28.64mm,上口外径49.42mm,形状及尺寸如下图,单位为毫米(mm) 。
4. 4. 5口径误差
口径误差±1.5%。
4. 4. 6 高度误差
高度误差±3.0%。
4. 5 使用性能
盖碗、茶海应出水顺畅,收水后,出水口不出现水滴垂涎现象。
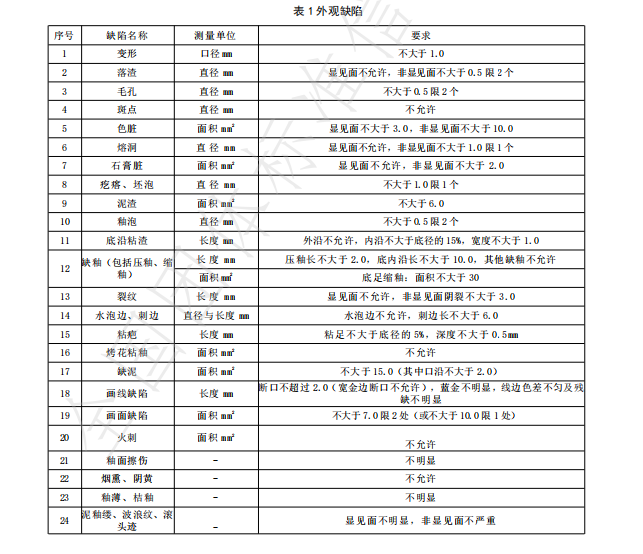
4. 6 外观质量
4. 6. 1 颜色组合应符合GB/T 15608中的中性色的规定,要求N≥9. 5,大小、厚薄、颜色一致。
4. 6. 2 产品不允许有炸釉、磕碰、裂穿和渗漏缺陷。
4. 6. 3 产品放在平面上应平稳。
4. 6. 4 产品的盖与口应基本吻合。
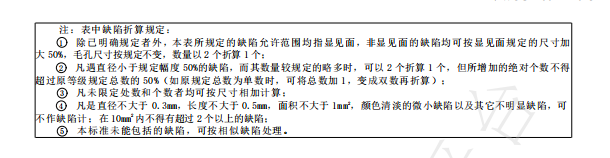
4. 6. 5 产品的外观缺陷应符合表1规定,每件产品不得超过4种缺陷。
5、测定方法
5. 1 吸水率测定
吸水率测定方法按GB/T 3299执行。
5. 2 抗热震性测定
抗热震性测定方法按GB/T 3298、GB/ 17762执行。
5. 3 铅、镉迁移量测定
铅、镉迁移量测定方法按GB 31604.34、GB 31604.24执行。
5. 4 产品规格测定
产品规格测定方法按GB/T 3300、GB/T 3301、QB/T 3729执行。
5. 5 使用性能测定
将盖碗、茶壶、茶海、品茗杯注满水后测定。
6、检验规则
6. 1 检验分类
产品检验分交收检验和型式检验,采用每百单位不合格品数(计件法)检验。
6. 2 交收检验
6. 2. 1 每件产品须经企业检验部门全数检验并经交收检验合格后方可出厂。
6. 2. 2 交收检验项目为4. 4、4. 5规定的内容。
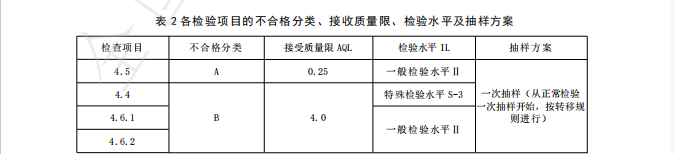
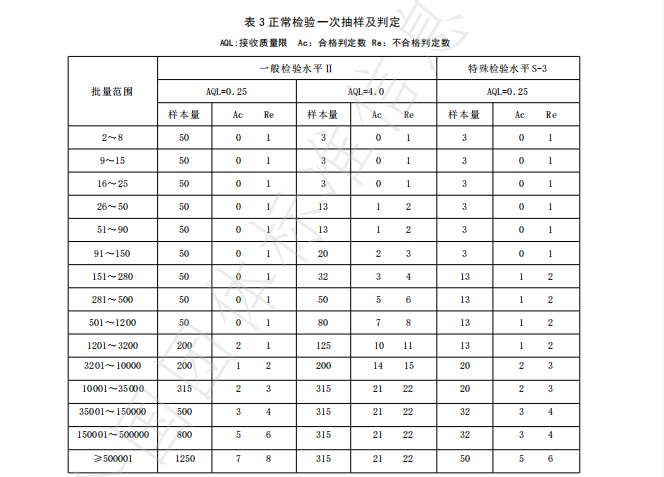
6. 2. 3 交收检验按GB/T 2828.1的各项规定执行。各检验项目的不合格分类、接收质量限、检验水平及抽样方案见表2。正常检验一次抽样及判定按表3行。

6. 2. 4 样本的抽取按以下要求进行:
(1)单件产品按表2的规定从交货批中直接随机抽取样本量。
(2)成箱配套产品根据交货批产品数量对照表2的要求查出相应的样本量,用样本量除以每箱内的产品数,其商若是整数则以此数值为抽取的箱数;其商若含小数,则去除小数,在整数位加1为抽取的箱数。从交货批产品中随机抽取确定箱数的成箱配套产品,然后从抽取的箱中随机抽取该批产品的样本量(每箱中抽出的样本数应大致相等)。
(3)当交货批小于或等于样本量时,则全部抽取。
6. 2. 5 交收检验项目中,如有一项不合格,则判定该产品为不合格。该批产品由交货方返工后,方可再次提交检验。
6. 3 型式检验
6. 3. 1 型式检验项目为本文件技术要求的全部内容,其中铅、镉迁移量、抗热震性每季度不少于一
次,其他项目每半年不少于一次,遇有下列情况之一时亦应进行型式检验:
(1)产品原料改变时;
(2)生产工艺方法变更可能影响产品性能时;
(3)停产6个月以上再恢复生产时;
(4)生产工艺过程中发生意外事故时;
(5)有合同要求时。
6. 3. 2 型式检验的样本应从本周期制造的并经过批检查合格的某个批或若干个批中抽取。抽取样本的方法要保证所得到的样本能代表本周期的实际技术水平。
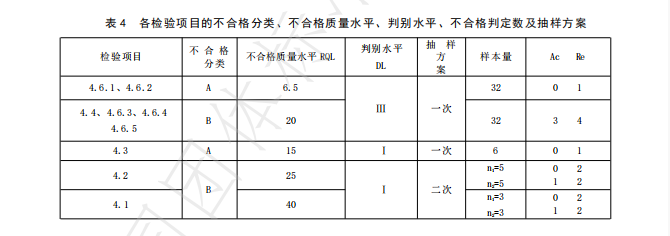
6. 3. 3 型式检验按GB/T2829的规定执行,各检验项目的不合格分类、不合格质量水平、判别水平、不合格判定数及抽样方案见表4。有合同要求时,可由合同双方协商确定。
6. 3. 4 检验的各个项目中,如有一项不合格,则判该产品型式检验不合格。
7、标志、包装、运输和贮存
7. 1 产品的标志、包装、运输、贮存按GB/T 3302和GB 4806.1规定执行。
7. 2 产品应在内包装盒和使用说明书中说明产品不适用于干烧。
7. 3 成套产品包装时要求配套无差错。
资料来源:武夷茶天下
来源:武夷山茶产业
如涉及版权问题请联系删除










